















 RCCN WeChat QrCode
RCCN WeChat QrCode Mobile WebSite
Mobile WebSite1. 工序的划分
IChuang/" target="_blank" class="relatedlink">数控机床与普通机床加工相比较,加工工序更加集中,根据数控机床的加工特点,加工工序的划分有以下几种方式:
1)根据装夹定位划分工序
这种方法一般适应于加工内容不多的工件,主要是将加工部位分为几个部分,每道工序加工其中一部分。如加工外形时,以内腔夹紧;加工内腔时,以外形夹紧。
2)按所用刀具划分工序
为了减少换刀次数和空程时间,可以采用刀具集中的原则划分工序,在一次装夹中用一把刀完成可以加工的全部加工部位,然后再换第二把刀,加工其他部位。在专用数控机床或加工中心上大多采用这种方法。
3)以粗、精加工划分工序
对易产生加工变形的零件,考虑到工件的加工精度,变形等因素,可按粗、精加工分开的原则来划分工序,即先粗后精。
在工序的划分中,要根据工件的结构要求、工件的安装方式、工件的加工工艺性、数控机床的性能以及工厂生产组织与管理等因素灵活掌握,力求合理。
2. 加工顺序的安排
加工顺序的安排应根据工件的结构和毛坯状况,选择工件定位和安装方式,重点保证工件的刚度不被破坏,尽量减少变形,因此加工顺序的安排应遵循以下原则:
1)上道工序的加工不能影响下道工序的定位与夹紧
2)先加工工件的内腔后加工工件的外轮廓
3)尽量减少重复定位与换刀次数
4)在一次安装加工多道工序中,先安排对工件刚性破坏较小的工序。
3. 数控加工工序与普通工序的衔接
由于数控加工工序穿插在工件加工的整个工艺过程之中,各道工序需要相互建立状态要求,如加工余量的预留,定位面与孔的精度和形位公差要求,矫形工序的技术要求,毛坯的热处理等要求,各道工序必须前后兼顾综合考虑。
4. 数控机床加工工序和加工路线的设计
数控机床加工工序设计的主要任务:确定工序的具体加工内容、切削用量、工艺装备、定位安装方式及刀具运动轨迹,为编制程序作好准备。其中加工路线的设定是很重要的环节,加工路线是刀具在切削加工过程中刀位点相对于工件的运动轨迹,它不仅包括加工工序的内容 ,也反映加工顺序的安排,因而加工路线是编写加工程序的重要依据。
1)确定加工路线的原则
① 加工路线应保证被加工工件的精度和表面粗糙度。
② 设计加工路线要减少空行程时间,提高加工效率。
③ 简化数值计算和减少程序段,降低编程工作量。
④ 据工件的形状、刚度、加工余量、机床系统的刚度等情况,确定循环加工次数。
⑤ 合理设计刀具的切入与切出的方向。采用单向趋近定位方法,避免传动系统反向间隙而产生的定位误差。
⑥ 合理选用铣削加工中的顺铣或逆铣方式,一般来说,数控机床采用滚珠丝杠,运动间隙很小,因此顺铣优点多于逆铣。
2)数控机床加工路线
① 数控车床加工路线
数控车床车削端面加工路线如图1所示A-B-0p-D,其中A为换刀点,B为切入点,C-0p为刀具切削轨迹,0p为切出点,D为退刀点。
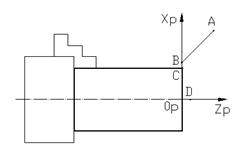
图1 数控车床车削端面加工路线
数控车床车削外圆的加工路线如图2所示A-B-C-D-E-F,其中A为换刀点,B为切入点,C-D-E为刀具切削轨迹,E为切出点,F为退刀点。
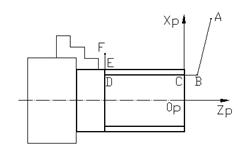
图2 数控车床车削外圆加工路线
