RCCN WeChat QrCode
RCCN WeChat QrCode Mobile WebSite
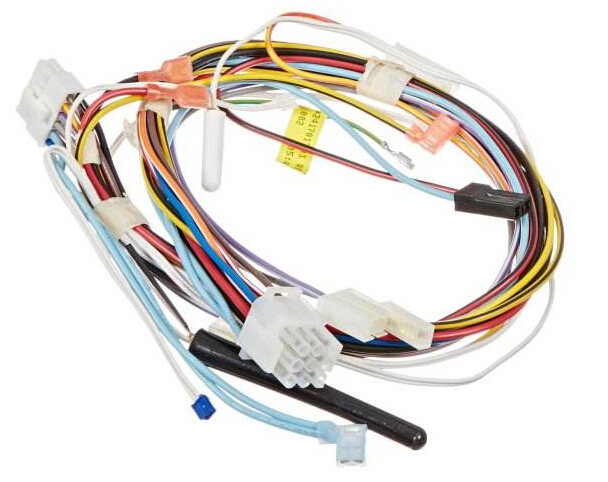
Mobile WebSiteA total of four kinds of automotive wiring harness processes, respectively, open-line process, crimping process, pre-assembly process and assembly process.
(1) The open line process is the first station of the wire harness production. The accuracy of the open line process is directly related to the entire production schedule. Once errors occur, especially the open line size is short, all work stations will be reworked and the production will be affected. effectiveness. Therefore, in the preparation of the open line process must be based on the requirements of the drawings must be reasonable to determine the open wire size, stripping head size, production of open wire operation instructions, production process tracking card.
(2) The crimping process is the second production station after the line is opened. The crimping parameters are determined according to the type of the terminals required by the drawing, and the crimping operation instructions are made. For special requirements, the process documentation is required and the operation is trained. work.
(3) pre-installed process. Prepare pre-installation process operating instructions, in order to improve the overall assembly efficiency, the complex wiring harness should be set pre-installation station, the pre-installation process is reasonable or not directly affect the efficiency of the total assembly also reflects the level of a technician's level of technology. If the number of preassembled parts is too small or the wire path of the assembly is unreasonable, the workload of the total assembly personnel will increase, and the speed of the assembly line will be slowed down.
(4) Assembly process. According to the assembly platen designed by the product development department, the size of the fixture equipment and material box is designed and the numbers of all the assembly jackets and accessories are attached to the material box to improve the assembly efficiency. Compile the assembly contents and requirements of each work station and balance the entire assembly work station. The anti-ratio of the work load is too large and the entire assembly line speed is slowed down. To achieve station balance, you must be familiar with each operation, and on-site measurement of man-hours, adjust the assembly process at any time.
The wire harness process also includes the preparation of material consumption rating schedules, time calculations, and worker training.