RCCN WeChat QrCode
RCCN WeChat QrCode Mobile WebSite
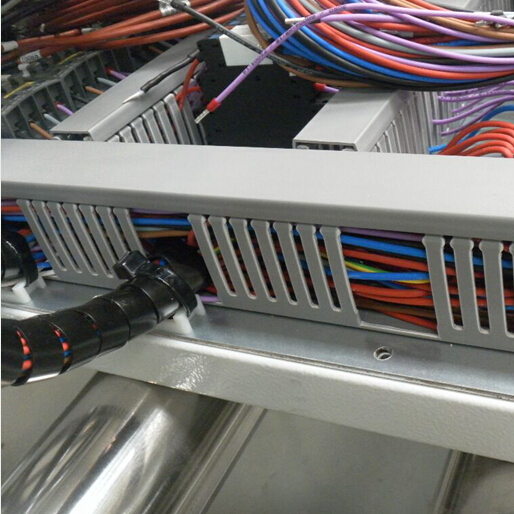
Mobile WebSiteInternal material decomposition, PVC trough surface decomposition of the yellow line marks
① die temperature is too high. Should reduce the die temperature.
② poor stability of raw materials and dry mix. Should check the reasons for poor thermal stability of raw materials and mixed quality.
③ nose surface has depression or accumulation. Check and clean the head.
④ die structure is unreasonable. Should try to eliminate the dead ends of the nose, reducing the material in this stay time.
2, PVC trough surface rough, there node, cloudy corrugated
① material mixing quality is poor, uneven. The mixing process should be checked to improve the quality.
② head temperature is low. Should be appropriate to improve the head temperature.
③ excessive lubricant outside. Should reduce the amount of external lubricant.
④ die wall with sticky precipitates. Should clean up the die.
⑤ die resistance is not enough Should reduce the filter, filter plate cross-section, increase the amount of extrusion.
3, PVC trunking size does not meet the specifications
① vacuum is not enough, fixed mold gap gap. Should improve the vacuum, clean up the mold gap.
② traction too fast, insufficient amount of extrusion. Should be appropriate to reduce the speed of traction, improve speed.
4, PVC trough precipitation
① There is a certain amount of low molecular weight volatiles in the formulation, and the discharge effect is not good during the mixing process. Should be used with little or no low-molecular substances, with high-molecular material instead.
② low melting point of the lubricant and other components in the compatibility of poor compatibility. Should use high melting point of the lubricant or to minimize the amount of lubricant.
③ extrusion die temperature is low and too close with the stereotypes die. Should be appropriate to improve the extrusion die temperature.
④ stereotypes vacuum is too large, reduce the vacuum.
5, PVC trough wall rough
① screw speed too fast. Should reduce the screw speed.
② barrel temperature is low. Should be appropriate to improve the barrel temperature.

6, white PVC trunking discoloration
① quality of titanium dioxide failed. Should be qualified qualified rutile titanium dioxide.
② group of green caused discoloration. Application of the import of acid-treated ultramarine to prevent sulfur pollution.
③ lead, cadmium as a stabilizer of the trough and sulfide contact with sulfur pollution. Formed by the lead, cadmium and other metal ion coating agent, chelating agent.
④PVC stabilizer poor quality, less stable amount of stabilizer. Should use good quality PVC resin and stability together, the amount of stabilizer is higher than the lower limit.